Tel:400-188-1748

登录手机版

扫一扫关注登录手机版

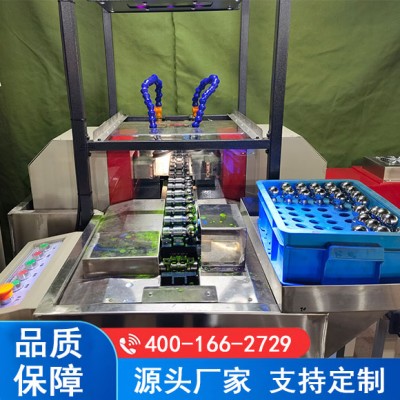
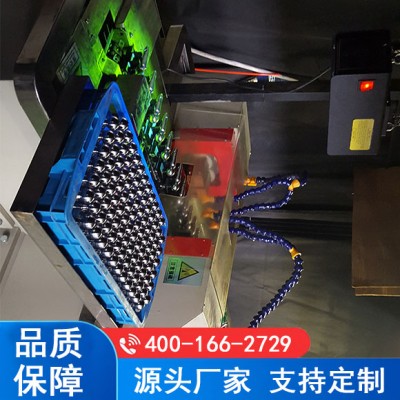
HCDG-2000型双工位球头销荧光磁粉探伤机,专用于球头销零部件表面及近表面裂纹缺陷的无损检测。本机采用双工位流水检测,配套专用托架,可在不破坏被检测球头销零件材质、不影响被检测球头销零件使用性能的前提下,对球头销零件进行大批量、高效率的无损检测,是球头销零部件制造企业产品质量管控的重要质量检测设备。
●结构优异
固定立式机电分开、双工位流水检测、遮光布帘暗室结构设计。
● 技术先进
本机采用小型工业可编程控制器PLC为核心,对设备进行自动化控制,能按规定程序完成除上下料、观察以外的输送、夹紧、喷洒磁悬液、周纵向复合磁化、松夹等工序的全部探伤工艺过程;
● 操作简单方便
设备的检测工艺流程既可自动操作,又可对每个功能手动单步操作,适用性强,工作稳定。
● 磁化方式灵活
设备通过对周、纵向开关的“通/断”可以有单周向磁化、单纵向磁化、周纵向复合磁化多种磁化方式,周、纵向磁化电流分别可调。
● 安全可靠
设备采用隔离变压器向周、纵向磁化装置提供36V电源,低电压输出,安全可靠,工作寿命长。
● 暂载率高
30%暂载率,超过国家20%暂载率标准,满足长时间工作需要。
● 先进设计
1、设备控制主控制面板前置,便于操作与观察,另配有辅助控制盒与脚踏开关三者协同控制,解放双手,易于操作;
2、针对球头销设计专用的支承托架,可以快速摆放;
3、双工位的间距缩小,提高单机检测效率,具有无电流声光报警功能,防止漏检发生;
4、磁化位配有透明档液板,防止磁悬液飞溅同时不会遮档视线。
5、在手动磁悬液喷枪外另配有气动喷枪,可对设备吹扫清洁。
6、整体喷塑,防腐易清洁。
3.1、用户现场和需方实际探伤工艺要求。
3.2、中华人民共和国磁粉探伤机《GB/T 15822.3-2005无损检测磁粉检测第3部分:设备标准》。
3.3、机械工业部行业磁粉探伤机《JB/T8290-2011》标准。
3.4、ISO-9001质量体系认证文件。
直径16-70mm,长度50-100mm范围内。
4.2.1、工件加工完毕后产品表面无划痕、磕碰伤,加工中不允许损坏零件表面。
4.2.1、表面无镀层、喷塑或漆层,无氧化皮、油污等杂质。
将球头销放在托架上,输送定位、气动夹紧工件,喷洒磁悬液,喷洒停止后进行磁化,松夹后输送到观察位进行观察。其工艺流程图如下:
上料 → 输送定位 → 夹紧 → 喷液磁化 →松夹 → 输送定位→ 观察 → 下料
|
序号 |
名称 |
说明 |
|
1 |
输入电源 |
380V 50HZ 三相四线 120A(瞬时2S) |
|
2 |
气源气压 |
0.4--0.6MPa (用户自备压缩气源) |
|
3 |
输出电流 |
周向:0─2000A(连续可调,带断电相位控制) |
|
纵向:0─20000AT(连续可调,带断电相位控制) |
||
|
4 |
磁化方式 |
周向磁化(无电流报警)、纵向磁化、复合磁化; |
|
周向采用通电法,纵向采用线圈感应法。 |
||
|
5 |
操作方式 |
自动控制和手动操作 含主控制面板、辅助控制面板、脚踏开关。 |
|
6 |
极间距 |
40-150mm可调(左右电极手轮手动调节) |
|
7 |
夹紧方式 |
气缸气动夹紧(4支气缸一边2支)(气源用户自备) |
|
|
夹紧行程 |
50mm |
|
8 |
输送方式 |
链条与专用工件支承机构组合,减速机作动力输送 |
|
9 |
定位方式 |
接近开关、PLC联合定位 |
|
10 |
磁化线圈 |
双线圈,左右固定 |
|
11 |
暂载率 |
30% |
|
12 |
灵敏度 |
A型30/100 试片清晰显示 |
|
13 |
暗室 |
框架式,滑动双开帘。 |
|
14 |
紫外线强度 |
距工件表面380mm处不小于6000μw/cm²(LED冷光源) |
|
15 |
照明灯 |
×1 |
|
16 |
排风扇 |
×1 |
|
序号 |
名称 |
数量 |
|
1 |
HCDG-2000型设备主体 |
一套 |
|
2 |
HCDG-2000型功能控制系统 |
一套 |
|
3 |
周向0-2000A磁化系统 |
一套 |
|
4 |
纵向0-20000AT磁化系统 |
一套 |
|
5 |
气缸夹紧装置 |
二套 |
|
6 |
磁轭线圈 |
二只 |
|
7 |
输送装置 |
一套 |
|
8 |
工件支承托块 |
二组 |
|
9 |
电极间距调节装置 |
二套 |
|
10 |
磁悬液喷淋及回收系统 |
一套 |
|
11 |
暗室组件 |
一套 |
|
12 |
UV365/LED紫外线探伤灯 |
一台 |
|
13 |
附件(见附件表) |
一套 |


 通过认证
通过认证